
Papel estucado propiedades
La aplicación de estuco sobre el papel soporte, no es de fibra y esta compuesto fundamentalmente de una materia de elevada carga mineral inorgánica, esta carga mineral tiene unas dimensiones muy reducidas (micras). Este mineral se denomina Caolín* o caolinita (silicato de aluminio hidratado) F.-2, el cual pertenece a la familia de la arcilla blanca muy pura, que junto con otras cargas minerales como el sulfato de bario, dióxido de titanio, sulfuro de zinc, carbonato cálcico y otros, actúan como pigmentos, que mezclados entre si o por separado, forman una masa blanca con un gran poder de recubrimiento, las cuales tienen la propiedad de dar al papel una superficie suave de lisura y brillo, que hace destacar en una impresión de calidad, en la que los colores de las tintas aparecen intensos y mas brillantes. En la fabricación, para fijar solidamente la masa de estuco a la superficie del papel soporte, son necesarios los ligantes. Para ello se utiliza la cola de Caseína, además de otros como sintéticos, látex de gomas sintéticas (mezcla de polímeros), etc.

Su textura y terminación externa puede ser brillante, satinada o mate. Dentro del mercado existe la denominación estucado parcial 8 gr/m2 y estucado normal 14 gr/m2 aproximadamente, siempre dependiendo de los gr/m2 que se aplican al papel soporte.
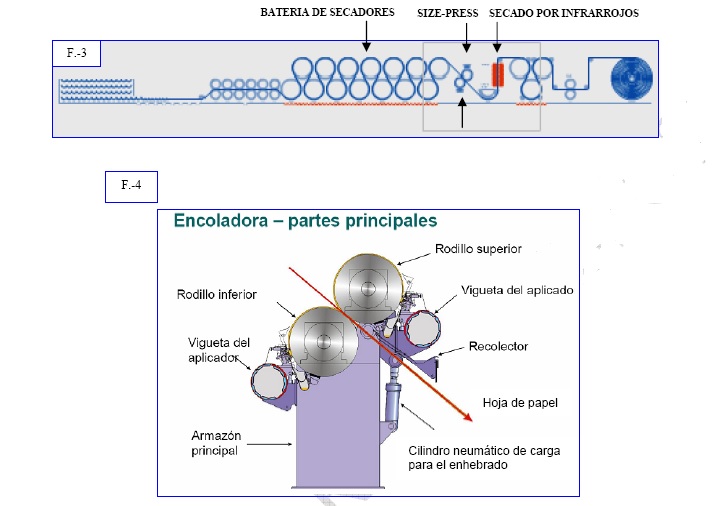
La aportación de la masa de estuco sobre el papel soporte se realiza en línea, en la maquina de papel (F.-3) por el sistema SIZE-PRESS. Otra aportación puede ser también, a través de una encoladora tipo Kholer ó similar (F.-4).
 *Composición del Caolín. Es silicato de aluminio hidratado formado por la descomposición de feldespato y otros silicatos de aluminio. Esta descomposición se debe a los efectos prolongados de la erosión. La formación del Caolín se debe a la descomposición del feldespato por la acción del agua y del dióxido de carbono. De color blanco o ligeramente amarillo. Se usa en la fabricación como apresto o carga en el papel. Formula química Al2Si2O5(OH)4.
*Composición del Caolín. Es silicato de aluminio hidratado formado por la descomposición de feldespato y otros silicatos de aluminio. Esta descomposición se debe a los efectos prolongados de la erosión. La formación del Caolín se debe a la descomposición del feldespato por la acción del agua y del dióxido de carbono. De color blanco o ligeramente amarillo. Se usa en la fabricación como apresto o carga en el papel. Formula química Al2Si2O5(OH)4.
Su nombre viene del chino kao = alta y ling = colina, siendo su origen en la provincia de Kiangsi, cerca de Jauchu Fa, el lugar donde los chinos encontraron por primera vez este tipo de arcilla al natural.
Características del papel estucado y precauciones
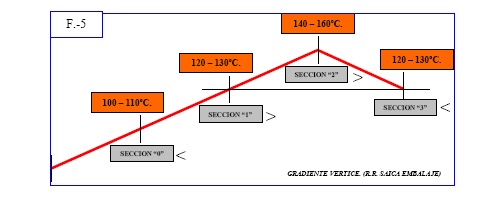
La superficie blanca absorbe las suciedades de la mesa caliente y más rápidamente el calor de las mismas, por lo tanto se recomienda trabajar con la mesa totalmente limpia, con bajas temperaturas de forma gradiente vértice, es decir a la inversa de menos a más y menos. (F.-5).
El papel estucado (F.-14) es altamente conductivo y mucho más denso que cualquier papel del mercado (1000 Kg/m3), para ello hay que tomar una serie de precauciones en el momento de su uso. Es un papel totalmente cerrado (gurley > 2000 seg.). Su rugosidad es muy baja (88 ml/min.). Muy blanco (ISO B 83/82). Cuando se acondiciona, al igual que todos los blancos, tiende alcanzar unas humedades de equilibrio mas bajas de lo normal.
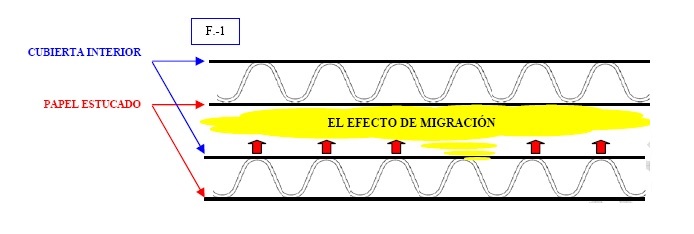
Efecto de migración del papel estucado
El papel estucado sufre el efecto de migración, debido a su propiedad conductiva y de absorción. Todas las marcas de la cubierta interior simple cara se trasladan a la superficie del papel blanco estucado.
A continuación detallamos los puntos más influyentes de marcas sobre el papel estucado:
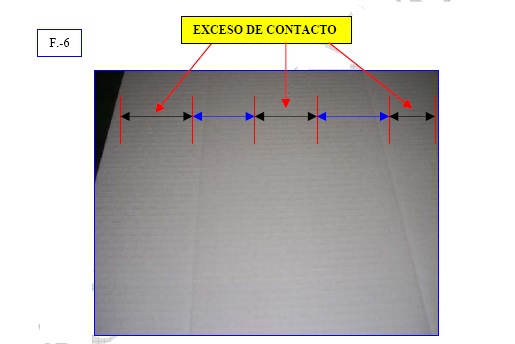
Línea de contato del rodillo prensa de acero con el rodillo acanalado (topes de la prensa mal ajustados o prensa desgastada por zonas) (F.-6).
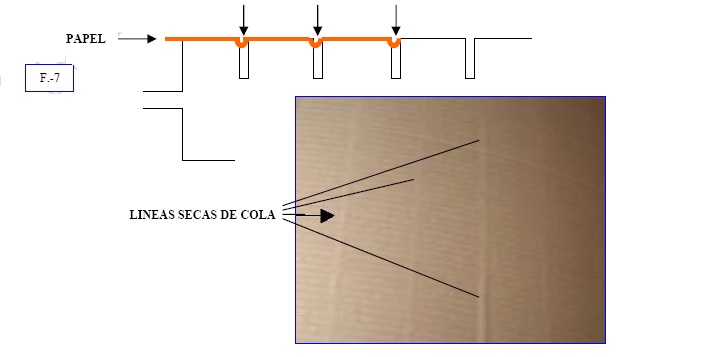
Ranuras rodillo acanalado sujeción papel tripa (exceso de presión o aspiración), (F.-7).
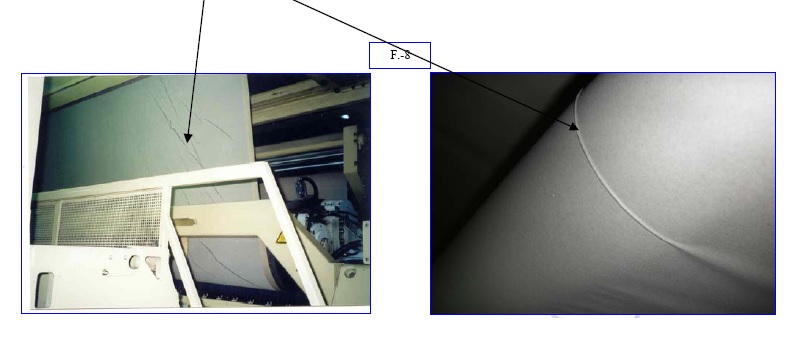
♦ Arrugas en el papel tripa y cubierta de la simple cara. (F.-8).
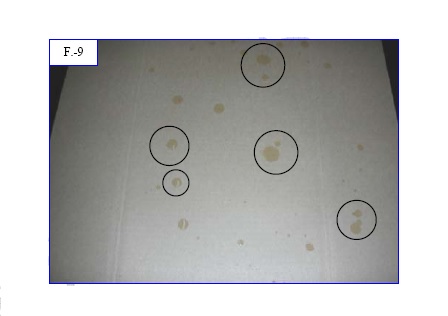
♦ Manchas en la cubierta de la simple cara. (F.-9).
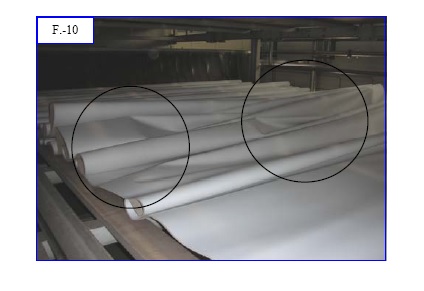
♦ Bucles mal formados, generados en la subida del puente almacén, (F.-10).
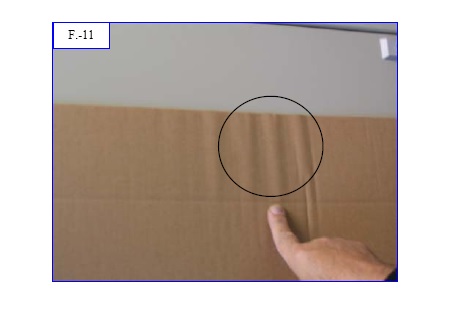
♦ Falta de tensión de la simple cara en la entrada de la mesa (ondas de mar), (F.-11).
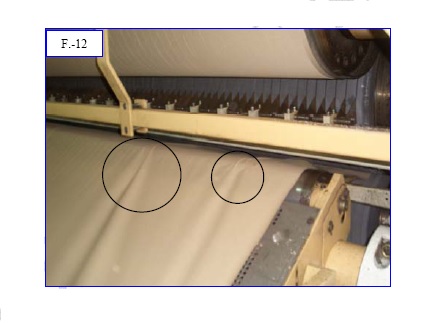
♦ Arrugas del papel tripa a la entrada de los rodillos acanalados, (F.-12).
♦ Marcado de canal cubierta interior en el grupo de ondular debido a un exceso del rodillo prensa, (F.-13).

♦ Marcado de canal (washboarding), (F.-14). Por exceso de cola y temperatura a la entrada de la mesa caliente ó en los precalentadores.

El fenómeno de migración ocurre en el apilador al formar la pila de cartón, debido al peso de las propias planchas. Una buena parte de los casos podría desaparecer, reduciendo la altura de las pilas y también empleando cuerpos de ondular sin prensa de acero tipo BHS / MHI, o Fosber con prensa auto- controlada
Para minimizar los problemas de marcado (por migración) aconsejamos lo siguiente:
1.- Aumentar el freno del papel estucado, por encima de la media.
2.- Sección cero, máximo a 1.5 – 2 bar. De no existir bajar la presión de la primera sección lo máximo permisible.
3.- El abrazamiento del precalentador del triplex inferior en función de la planimetría, mejor menos calor, que más. En caso de abarquillado hacia abajo, aumentar la humedad de la simple cara; a través de vapor en el puente almacén o agua Waterdeck (es lo más eficaz) y menos abrazamiento sobre el papel cubierta en el grupo de ondular.
4.- En el apilado hacer las pilas, máximo de 1200/1300 de altura y no remontar los palets en el almacén.
5.- “Reconstruir” la calidad, haciendo que el papel cubierta interior sea más rígido y a la vez, que el papel tripa de canal “B” sea menos rígido (marcara menos la tripa), todo ello sin perder características de ECT.
6.- Como ultima alternativa si lo permite la composición y el precio, aumentar espesor / gramaje del papel estucado.
Raimond Rius rrius.ondulados@hotmail.com
