
Incidencia:
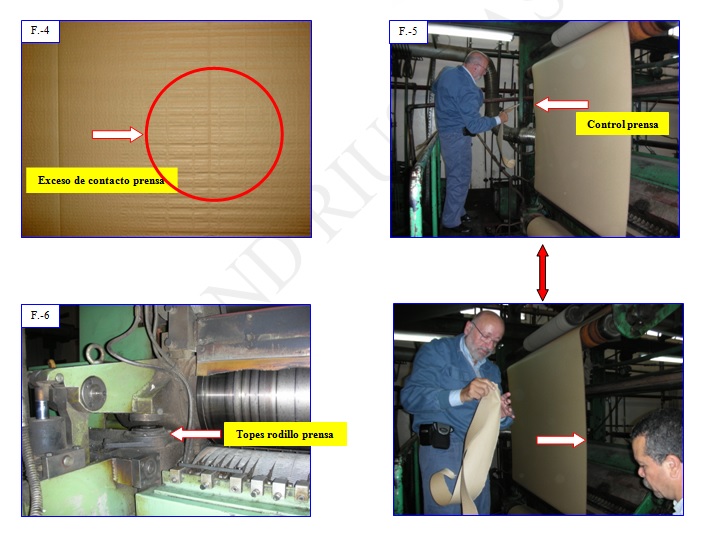
Falta de ajuste del rodillo prensa en grupo de ondular GO-14 (Agnati) con papeles de bajo gramaje, al iniciar el arranque después de una parada prolongada y a velocidad mínima. Las líneas de contacto del papel cubierta quedan excesivamente marcadas llegando a romperse el papel (F.-1 y F.-4).
Causa:
A velocidades mínimas de arranque, el rodillo prensa tiende a dilatarse unas milésimas debido al efecto termodinámico, ello obliga a separar el rodillo a través de los topes, de no hacerlo el papel cubierta sufre un daño irreversible. Algunos grupos de ondular llevan incorporadas células de carga, el cual realizan el ajuste automáticamente y curvas programadas en función de la velocidad, (control de proceso Prometeo o similar)
Solución-Acción:
1º.- Formar a los operadores sobre esta cuestión.
2º.- Actuar con el control de proceso Prometeo, receta por gramajes.
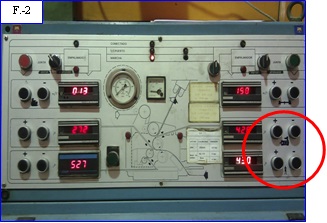
3º.- A través del operario realizar control físico y luego ajuste fino del rodillo prensa con los pulsadores del pupitre (+ y -), (F.-2). En la velocidad mínima separar el rodillo prensa del rodillo acanalado, y al incrementar la velocidad ir ajustando a la posición adecuada de pegado, sin marcar ni romper la superficie del papel cubierta.
Ajuste del rodillo prensa en función de los siguientes parámetros:
El ajuste en los grupos de ondular con rodillo prensa de acero, se debe realizar en función de los siguientes parámetros:
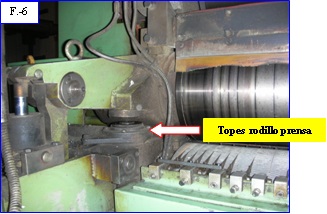
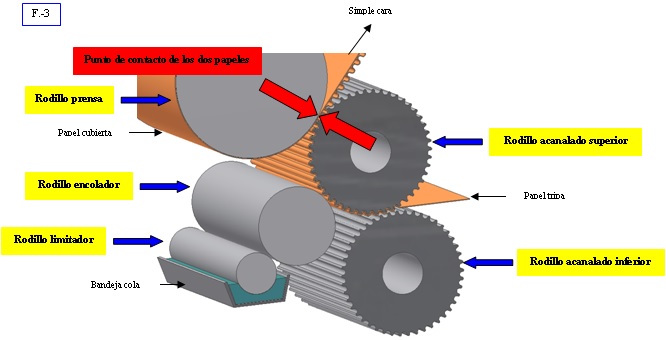
Velocidad: En función de las variaciones de velocidad, el rodillo prensa debe separarse o acercarse a través de los topes (F.-6) sobre el rodillo acanalado superior, comprobando que el papel cubierta no llegue ni a cortarse ni despegarse en el punto de impacto (línea de contacto F.-3 y F.-4) de los dos papeles cubierta y tripa.
Ya que al ceder más calor sobre los papeles, los rodillos tienden a contraerse unas milésimas su desarrollo, quedando los extremos de los dos papeles a la salida del cuerpo de ondular separados o despegados por falta de unión entre ellos.
Al reducir la velocidad ocurre a la inversa, los rodillos dilatan de tal forma, que debe separase el rodillo prensa a través de los topes, de no hacerlo el papel cubierta sufre un daño irreversible. Algunos grupos de ondular llevan incorporadas células de carga, el cual realizan el ajuste automáticamente y curvas programadas en función de la velocidad
Gramaje o espesor de los papeles: A mayor gramaje más espesor de los papeles (se debe separar el rodillo prensa). En este caso se tienen que ajustar los topes del rodillo prensa, sin que se llegue a cortar la línea de contacto entre ambos papeles. Si hubiera corte en la línea de contacto, se puede detectar, haciendo un control manual sobre el papel cubierta y en el papel tripa se observa la fibra dañada. A menor gramaje menos espesor de los papeles (se debe acercar el rodillo prensa).
Cambio de ancho de los papeles: Debido a la diferencia de bombeo de los rodillos acanalados y rodillo prensa, en producción y en intervalos cortos, se recomienda al operario del cuerpo de ondular, realizar controles visuales y físicos manualmente. Comprobando cada extremo de la simple cara a la salida del grupo de ondular, que los dos papeles, ya unidos entre si, no presenten líneas de contacto cortadas o separadas con ligereza (despegado) (F.-5).
Los bombeos dependen exclusivamente del fabricante de los rodillos, teniendo en cuenta las condiciones de trabajo idóneas (papeles de bajo gramaje, anchos de papel, temperatura de los rodillos), etc…
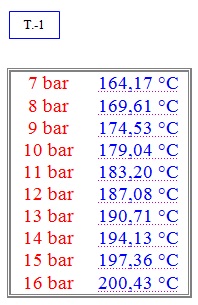
Influencia de la temperatura: La temperatura es una realidad termodinámica que influye sobre el diámetro de los rodillos. Se adjunta la siguiente tabla y formula para calcular el cambio dimensional, que sufren los rodillos en función de las diferentes temperaturas. El vapor cambia su temperatura en función de su presión, siguiendo la siguiente tabla (T.-1).
• Obviamente la temperatura absoluta del rodillo es inferior a la del vapor en función de diversos parámetros: Velocidad, gramaje del papel, perfil de la onda, tipo de instalación de vapor, tipo de grupo ondulador (presión positiva, aspiración, etc…) tipo de rodillos acanalados, tipo de rodillo prensa o similares, aplicación de cola, etc…Prácticamente varia de grupo a grupo y no es calculable.
En cambio se puede calcular teóricamente con la siguiente formula la “Variación relativa diametral del rodillo” en función de la diferencia de temperatura del vapor con la variación de presión.
Formula. Variación relativa diametral del rodillo:
▓ diámetro. = ▓ T x diámetro. x KT
▓ diámetro. = Variación del diámetro externo. (mm)
▓ T = Variación de la temperatura del vapor. (°C)
KT = Coeficiente de dilatación térmica del acero = 0,000012
Por lo tanto, para una Agnati S-90 entre 15 y 10 bar:
█ diámetro. = (197,36ºC – 179,04ºC) x 360 x 0,000012 = 0,079 mm.
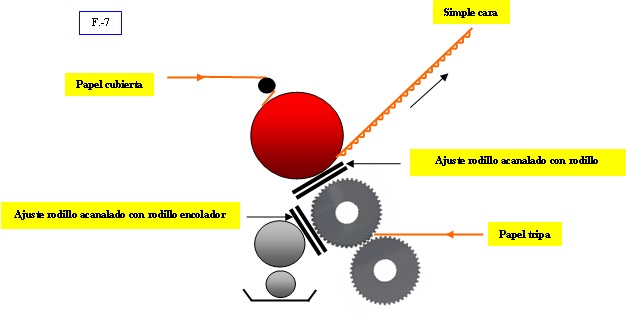
Como se puede apreciar las variaciones son pequeñas, pero indudablemente afectan el ajuste de precisión (ajuste fino), entre el rodillo acanalado central con el rodillo prensa y con el rodillo encolador (F.-7).
Mientras son más grandes las variaciones de dimensión del bastidor del grupo de ondular, durante la fase de calentamiento que suelen durar cerca de 3-4 horas o más.
Estas variaciones no son calculables y varían de grupo ondulador a grupo ondulador, modificando la distancia entre el rodillo acanalado central y el rodillo encolador, pero en cambio la distancia no afecta tanto al rodillo prensa por el hecho de ajustarse con topes.
Recomendamos para evitar problemas posteriores, el calentamiento del grupo de ondular durante 1 hora como mínimo (estabilización térmica de los bastidores).
 Raimond Rius rrius.ondulados@hotmail.com
Raimond Rius rrius.ondulados@hotmail.com
